太阳能光伏浆料向少银化,无银化发展
太阳能光伏浆料向少银化,无银化发展
安特普纳公司近日参加了在苏州举办的第二届光伏少银/ 无银技术论坛 2025。本次论坛聚焦于光伏产业突破银资源瓶颈的核心议题,行业共识显示,少银化与无银化已从技术探索阶段迈向规模化应用的关键转折期。我们将从核心观点与技术路径两方面展开分析:

行业核心共识
1、白银资源瓶颈倒逼技术革新
国际白银价格在 2025 年 6 月创 13 年新高,光伏银耗占全球白银需求比例预计 2035 年将达 30%。高效电池技术(如 HJT、TOPCon、XBC)的普及进一步加剧银需求压力,N 型电池银耗普遍为 PERC 的 2-3 倍。行业亟需通过贱金属替代与工艺革新实现 “去银化”降本,促进光伏行业可持续发展。
2、贱金属替代的选项
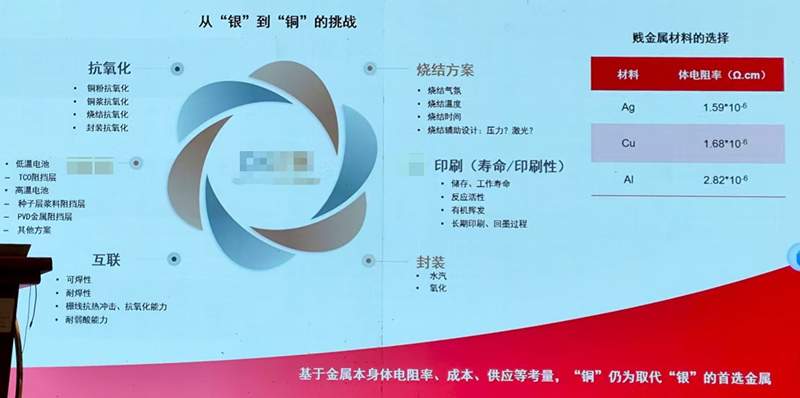
铜跟银的熔点接近,与硅片的接触性能良好,地球储量丰富,是最具潜力的替代金属,但要解决铜的氧化和迁移的问题;镍的电阻率比银大 3-4 倍,易与硅片形成低阻硅镍化物欧姆接触,适合作阻挡层和接触材料或背电极,也是银替代的选择之一。

少银化核心路径
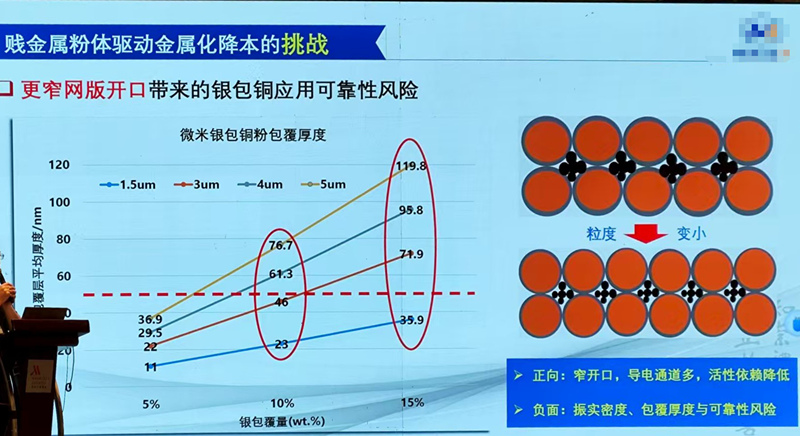
1、银包铜浆料规模化应用
镀银铜粉技术难点:通过降低镀银铜粉银含量,使银浆的银含量不断下降,目前HJT电池片已经将 10% 银含的银包铜浆料导入大规模量产,镀银铜粉是通过化学镀工艺在铜粉表面形成致密银层,但随着镀银铜粉中银层的包覆厚度越来越薄,从 15% 银含量的 100纳米左右,到 10% 银含量的 60-70 纳米,对于化学镀工艺提出了挑战,同时对镀银铜粉的抗氧化性能和环境可靠性提出了严苛的要求。
2、工艺优化与材料创新
细线印刷技术:通过 10μm 以下极细栅线(如并行点胶、柔性轨迹印刷)减少遮光损失,银浆湿重降低 10%-15%。智能检测仪通过实时校准提升印刷均匀性,进一步降低银耗。
低温银浆迭代:低温烧结纳米银浆(如120℃烧结)在适配 HJT 等低温工艺的同时,电阻率低至 5.3×10??Ω?cm,提升导电性。
3、结构设计与设备升级
无主栅技术:取消主栅并采用导电丝互联,结合银包铜浆料可降低银耗 20%-40%。新型网栅膜方案实现 “0 焊接、0 隐裂”,组件碳足迹低于 400kg CO?/kWc。
激光转印与电镀协同:无籽铜电镀技术通过省略种子层,将栅线无效区域占比从 50% 降至 10% 以下,金属化成本降低 30%。
无银化核心路径
无银化:全铜浆和电镀铜
1、铜浆的技术难点:解决铜氧化和铜迁移的问题
铜的导电性能良好,但铜的扩散性较好,因此如果烧结温度升高,必须增加铜离子扩散阻挡层。
1)高温铜浆中铜颗粒需要三层包裹:
a 金属阻挡层(防止氧化阻挡层与金属颗粒之间形成合金)
b 氧化阻挡层(保护铜不被氧化)
c 扩散阻挡层(阻止铜扩散出直接接触硅)
还需要:
a 特种玻璃料腐蚀SiNx/Al2O3膜
b 形成接触金属籽晶(再生铜晶粒)
c 能施以LECO烧结
2)低温铜浆中铜颗粒需要一层包裹:
氧化阻挡层(保护铜不被氧化)
2、铜浆技术难点的解决方案
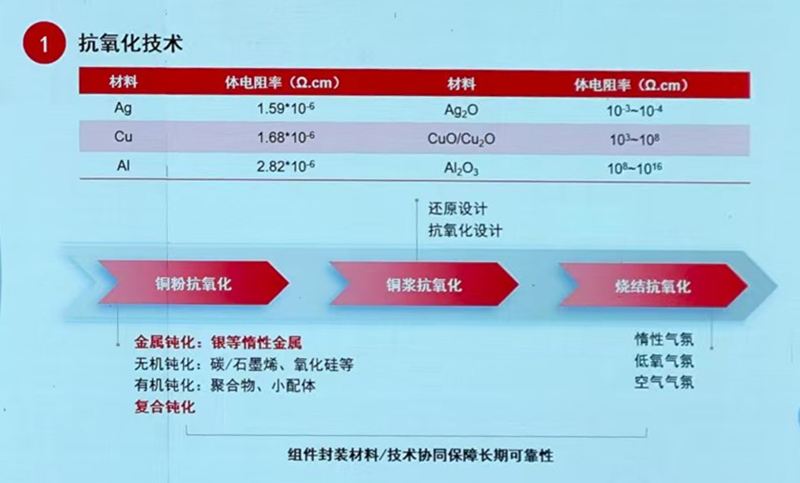
1)铜浆的抗氧化技术
a 金属钝化:银等惰性金属
b 无机钝化:碳/石墨烯、氧化硅等
c 有机钝化:聚合物、小配体
d 复合钝化
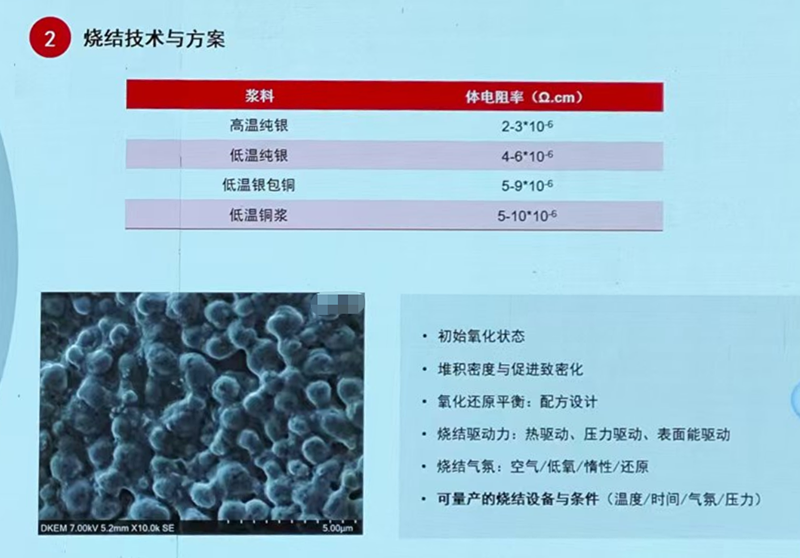
2)铜浆的烧结技术与方案
烧结技术方案要考虑的因素:
a 初始氧化状态
b 堆积密度与促进致密化
c 氧化还原平衡:配方设计
d 烧结驱动力:热驱动、压力驱动、表面能驱动
e 烧结气氛:空气/低氧/惰性/还原
f 可量产的烧结设备与条件(温度/时间/气氛/压力)
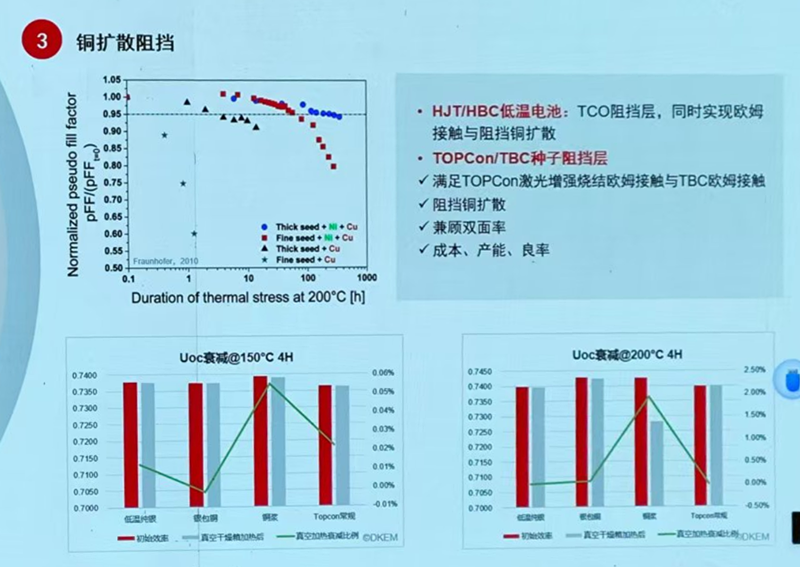
3)铜扩散阻挡
HJT/HBC低温电池:TCO阻挡层,同时实现欧姆接触与阻挡铜
扩散TOPCon/TBC种子阻挡层:
?满足TOPCon激光增强烧结欧姆接触与TBC欧姆接触
?阻挡铜扩散
?兼顾双面率
?成本、产能、良率
4)从“银”到“铜”的挑战
用铜浆代替银浆是一个系统优化工程,不光是铜颗粒的抗氧化,铜浆的烧结方案,铜的防扩散,还包括铜浆的印刷,铜浆与硅片的互联,以及电池片的封装,只有以上几方面都协同优化,光伏电池才能显现出突出的光电转化率,稳定的环境可靠性。
3、电镀铜技术量产突破
工艺革新:铜互联整线解决方案在 TOPCon 电池上实现银耗 < 1mg/W,光电转换效率达 26.6%。GW 级 HJT 中试线攻克 15μm 铜栅线量产技术,解决柔性接触与连续电镀工艺难点。
成本优势:铜材料成本仅为银的 1%,TOPCon 电池铜浆单耗成本可降至 0.05 元 / W(传统银浆 0.15 元 / W)。
安特普纳公司积极布局太阳能光伏行业,全力助力中国智造,为光伏浆料领域提供性能优异的低银含量镀银铜粉,纳米/亚微米铜粉,微米铜粉,纳米/亚微米镍粉,微米镍粉。